Custom Search
Главная
About us
Ассоциации
Индустриальные новости
Новости ЕС/ ERBD
Свяжитесь с нами
* CeeInd - "The leading Industrial Portal dedicated to the Growth market of Central and Eastern Europe for Business and Partner Search in CEE" > Stiga RM Sets €10 Million Expansion for Birch Plywood Mill in Kuldīga, Boosting Production and Sustainability > Intersurgical Invests €10 Million in Lithuanian Expansion for Advanced Medical Device Manufacturing > Prague Set to Transform Historic Strahov Stadium into a €400 Million Tech Hub > Walki Set to Boost Employment and Expand Eco-Friendly Packaging Production in Wrocław > Austrotherm Bulgaria Boosts Sofia Plant with €1.6 Million Investment for Sustainable Thermal Insulation Production > MR DIY Set to Launch Its Entry into the Polish Market with New Logistics Hub in Central Europe > Romania Boosts Recycling Industry with €200 Million in Grants Scheduled for May > STIHL Expands Global Manufacturing with Eco-Friendly Battery Factory in Oradea, Romania > Symmetrica Announces EUR 48 Million Investment in Southeastern Europe's Largest Concrete Pavements Factory Near Bucharest > Ussuri Capital to Establish Groundbreaking Low-Carbon Steel Plant in Romania with Major Investment > Senneville Plans Expansion with a €12 Million Factory Investment in Hunedoara County > Fibenol Announces €700 Million Investment in Groundbreaking Biorefinery Project in Latvia >AB Akola Group Announces €9.5 Million Investment in Innovative Seed Factory in Latvia for 2025 >Schneider Electric Launches €55 Million Advanced Manufacturing Facility in Plovdiv, Bulgaria, Bolstering Regional Economy > Mondi Stambolijski's Innovative Water Conservation Efforts Slash Usage by 30% in Bulgaria's Pulp and Paper Industry > LG Energy Solution Wrocław Marks 5 Years: Powering Poland's Lead in EU Electric Vehicle Battery Market > Etron Technology Selects CTPark Oradea for New Romanian Production Facility: Expanding European Presence > EXPLAST Slovakia Inaugurates State-of-the-Art Plant in Nitra: Expanding Plastic Granulate Distribution > Volkswagen Invests $1.1 Billion in New Van Production Facility in Poland, Boosting Job Creation and Local Economy > TRILUX Group and Panattoni Break Ground on First Eco-Friendly Lighting Factory in Central and Eastern Europe > Hyundai Motor Co. Confirms Advancement of New Car Manufacturing Plant in Eastern Czech Republic, CTK Reports Jaguar Land Rover to Expand Production with New Slovakian Plant: Land Rover Defender Leads the Way > Mondi Boosts Production and Sustainability with Advanced Equipment investment at Slovak Paper Mill > Estonian Firm Fibenol Commits €700 Million to Latvian Biorefinery, Pioneering Sustainable Biomaterials Production > ncap Slovakia Enhances Electronics Manufacturing with Advanced Machinery in CEE > Black Bruin Expands Eastern European Presence with New Dealership Agreements in Bulgaria, Czech Republic, and Slovakia > Grolman Group Broadens Partnership with Oxerra to Distribute Specialty Chemicals Across Europe > Hornbach Expands in Slovakia with Fifth Store Opening in Nitra: A €21 Million Investment > Avesco Expands Distribution of Sandvik Construction Equipment to Six New European Countries > Kansai Helios Partners with The Nordic Mark to Strengthen Czech Distribution Network > EvoQuip Appoints PROMTECHSERVIS as Official Distributor in Ukraine, Strengthening Its Market Presence > Orbico Group Launches Largest Logistics Center in Croatia with Advanced Mecalux Storage System > ZF Inaugurates Pioneering Zero-Emission Manufacturing Hub in Klášterec, Czech Republic > Nexen Tire Gears Up for Major Expansion in Czech Plant, Eyes Production Boost > Expanding Horizons: Samsung SDI Boosts CEE Presence with Third Factory in Hungary for Advanced EV Batteries > Borealis Acquires Leading Bulgarian Plastic Bag Recycling Firm Integra Plastics > Maxcess's New Łubowo Plant: Elevating Central Europe's Manufacturing & Sustainability Standards < Business Partner search for distributors and agents in CEE > Thimm Allocates €10m for Enhanced Operational Efficiency and Production in Poland > POSCO International Launches EV Parts Factory in Poland: A Strategic Move for Green Mobility and Investment Surge in CEE > Nestlé Purina Enhances Pet Food Manufacturing in Hungary with Significant Investment > Estonia: Billion-Euro Green Methanol Plant in Pärnu: Power2X's Investment Sparks Sustainable Energy Revolution > Liebherr Launches €17 Million Concrete Truck Plant in Plovdiv, Marks Third Major Investment > German-Origin Brands Lead the Way in Hungary's DIY Market, with Obi at the Forefront > ... CeeInd - ''The leading Industrial Portal dedicated to the Growth market of Central and Eastern Europe >LG Energy Solution Wrocław Marks 5 Years: Powering Poland's Lead in EU Electric Vehicle Battery Market > Outlook on Central Europe's Polymer Industry for 2024: A Review of the 2023 Landscape > Etron Technology Selects CTPark Oradea for New Romanian Production Facility: Expanding European Presence > Central and Eastern Europe: Emerging as a Key Player in the Global Supply Chain Transformation > TRILUX Group and Panattoni Break Ground on First Eco-Friendly Lighting Factory in Central and Eastern Europe > Hyundai Motor Co. Confirms Advancement of New Car Manufacturing Plant in Eastern Czech Republic, CTK Reports >Poland Emerges as Finland's 7th Largest Global Export Partner in 2023 > Prague Set to Transform Historic Strahov Stadium into a €400 Million Tech Hub > Walki Set to Boost Employment and Expand Eco-Friendly Packaging Production in Wrocław > Biovoima expands to Poland > Trasmec Group Expands with State-of-the-Art Romanian Production Facility: A Leader in Conveyor Systems Manufacturing > GLP Plans Major Expansion at Wrocław Logistics Hub, Strengthening Central Eastern Europe's Supply Chain Infrastructure > Expanding Telecom Frontiers: HFCL Launches New Optical Fiber Cable Plant in Poland to Power Growth in Central Eastern Europe > Shanghai Unison Aluminium Invests €35 Million in New Bulgarian Automotive Plant Near Plovdiv > Rail Cargo Group Expands European Network with New Routes to Germany and Turkey via Romania > Nestlé Purina Enhances Pet Food Manufacturing in Hungary with Significant Investment > Estonia: Billion-Euro Green Methanol Plant in Pärnu: Power2X's Investment Sparks Poland Emerges as Finland's 7th Largest Global Export Partner in 2023 > Sustainable Energy Revolution > Borealis Expands Recycling Capacity with Acquisition of Bulgarian Specialist Integra Plastics > The Polish Construction Market Sees Notable Growth in Early 2024 > MR DIY Set to Launch Its Entry into the Polish Market with New Logistics Hub in Central Europe > Romania Boosts Recycling Industry with €200 Million in Grants Scheduled for May > Ussuri Capital to Launch Advanced Steel Manufacturing Facility in Romania with a Focus on Low-Carbon Production > Incap Slovakia Enhances Electronics Manufacturing with Advanced Machinery in CEE > Atlantic Stark Announces Factory Expansion in Belgrade: Boosting Confectionery Production and Growth in CEE > Kumho Tire Targets European Expansion with $750 Million Investment for New Plant > Vestas Announces Strategic Expansion with Second Offshore Wind Factory in Poland for 2026 > Mondi Boosts Slitting Capabilities in Slovakia, Strengthening CEE Product Range > Nokian Tyres investment in Romania to help support growth in CEE Market > Maxcess's New Operational Hub in Łubowo, Poland Elevates Manufacturing and Sustainability in Central Europe > Thimm Allocates €10m for Enhanced Operational Efficiency and Production in Poland > POSCO International Launches EV Parts Factory in Poland: A Strategic Move for Green Mobility and Investment Surge in CEE > ZF Inaugurates Pioneering Zero-Emission Manufacturing Hub in Klášterec, Czech Republic > Nexen Tire Gears Up for Major Expansion in Czech Plant, Eyes Production Boost > Expanding Horizons: Samsung SDI Boosts CEE Presence with Third Factory in Hungary for Advanced EV Batteries > Finland's Renta Group Expands into Polish Market with Acquisition of Scaffolding Group > 3 different 2024 Economic Growth Predictions for Poland > Windar Renovables Announces EUR 70 Million Investment in New Polish Factory for Wind Energy Infrastructure > Northvolt Expands in Gdańsk with New Business Scaling and R&D Centers > Polish Government Awards Aira EUR 15M for Advanced Manufacturing Facility > Drutex Launches EUR 183M Project for Second Manufacturing Plant Expansion > Cemex Launches Revamped Concrete Facility in Czech Republic > LDZ Cargo Advances in Baltic Region with Expansions in Estonia and Lithuania > Poland: InvestEU - EIB supports Protix in scaling up its sustainable protein production > Poland Boosts SME Support with EIB Group and Europejski Fundusz Leasingowy Partnership > Bulgaria's Agria Group Secures €35 Million EIB Loan for Eco-Friendly Sunflower Oil Plant > BMW's New Hungarian Facility Advancing Smoothly, Minister Szijjártó Discusses Progress > Oonly Launches Innovative Bottling Facility with Groundbreaking refPET Technology > Taiwan CEE Credit Fund supports Inventec to expand in Czech > Poland's Top Construction Firms Achieve Record Revenues in 2023 Amid Industry Challenges and Growth Opportunities > EBRD and EU support frozen pastry producer in Georgia > Hellweg Expands to Poland with Flexal Group Partnership, Capitalizing on Rising Demand in Plastic Recycling Machinery > IMA Schelling Boosts Automation Offerings with Key Acquisitions of Carmet Automazioni and Blumenbecker Engineering > Romanian PVC Manufacturer Barrier Announces New EUR 2M Factory Launch to Accelerate Global Expansion > Audi Hungaria Sets New Production Record in 2023, Surpassing Decade Milestone at Győr Plant > Voith Revamps Schumacher Packaging’s PM 2 Line in Myszków, Poland, Setting New Standards in Sustainable Production > SCM Launches New Subsidiary in Slovenia, Strengthening Market Presence in the Balkans > Czech company Plastigram to invest 8M EUR in Poland > EBRD and Raiffeisen Bank Enhance MSME Financing in Kosovo with Innovative €20 Million Guarantee Program > Taiwan and Czech Republic Sign MOU to Boost Economic and Cultural Cooperation > Mr. DIY Partners with CEE Countries for Expansion into Central and Eastern Europe > EBRD Partners with Eurowatt for Expansion of Wind Energy Projects in Poland > India and Czech Republic Forge Strategic Innovation Partnership for Growth in Central Europe > Korean tyres at CTP Czech > Taiwan and Poland Enhance Bilateral Ties: Economic, Cultural, and Technological Cooperation on the Rise > Viking Johnson distributors in CEE > danish Shape Robotics Acquires Polish Tech Firm Skriware to Enhance STEAM Education Offerings > Pulse Roll Label Products Expands European Operations with New Factory Opening in Poznań, Poland > Polar Night Software Partners with Renta Suomi to Develop Innovative Applications in the Baltic Region > Sandvik Names Volvo as Official Distributor of Mobile Equipment in Poland > PepsiCo invests $13m in soft drinks line in Romania > Rohlig SUUS Logistics Establishes Its Premiere Storage Facility in Slovakia > Budimex of Poland Spearheads Construction of €3.7 Billion High-Speed Rail in Latvia > Inteva, a Leading Global Automotive Supplier, Inaugurates Advanced Production Center in Czech Republic > UPM’s WISA plywood products distributors and dealers in CEE > EBRD Provides RON 400 Million Loan to Delgaz Grid in Romania for Energy Development > Balluff Enhances Logistics Operations with Consolidated Warehousing in Hungary > Poland Secures €5 Billion in Loans from European Investment Bank > Wood Stove to Eco-Friendly Heating System funding for CEE from the EBRD > Bunzl plc, a Global Specialist in Distribution and Services, Expands into Poland and Strengthens Presence in the Netherlands > Hirsch Servo Expands with Czech Injection Moulding Firm Renostav Acquisition > BYD Expands into Europe with New Automotive Plant in Hungary > Logicor Initiates Its Maiden Logistics Park Project in Czech Republic > EBRD's €25 Million Investment in Pelion Group Boosts Growth in Pharmaceutical Distribution in Poland and Baltic States. > Jacobs Douwe Egberts to Build €140 Million State-of-the-Art Coffee Plant in Jawor, Poland > CAREL Announces Expansion with New State-of-the-Art Plant in Labin, Croatia > Hengst Filtration Purchases Former IAC Site Near Ford Plant in Romania for Air Filter Production > Umicore and PowerCo's €1.7 Billion Joint Venture: Pioneering CAM Production Plant in Poland's Wałbrzych Economic Zone > EBRD Grants €15M to ECSO for Eco-Friendly Plastic Recycling in Lithuania > JLR Announces Plan to Shift EV Production to its Nitra Plant in Slovakia by 2030 > Logicor Initiates Its Maiden Logistics Park Project in Czech Republic > Poland Leads EU in Candle Exports: Dominating the European Market in 2022 > EBRD and Italy Boost Moldova's MSMEs with Strategic Financial Support > Molex Expands Polish Operations with Third Advanced Manufacturing Campus in Katowice > SoftServe Expands into Romania with New Bucharest Headquarters and Significant Employee Growth modify >
Язык
A-Z Search
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
R
S
T
U
V
W
X
Y
Z
0-9
Поиск:
Menu
Company Catalogues
Топ 100 компаний
Презентация компании
Пресс-релизы
Продукция компании
Отзывы
Сведения о стране
Chamber of Commerce's
Выставки
Услуги по базе данных
Подписка на рассылку
Ссылки
Virtual Partner
MediaKit
Продукция компании
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
R
S
T
U
V
W
X
Y
Z
0-9
Результаты 1 - 10 of 95
1
2
3
4
5
6
7
8
9
10
Следующая ›
Portwell
Техническая поддержка ATX
Intel® Core ™ 2 Quad на базе процессора ATX Промышленная панель со встроенным двухканальным дисплеем, DDR2 SDRAM, VGA, Dual Gigabit Ethernet, аудио и USB
Электропитание
150 Вт 1U ATX энергоснабжение с активным PFC
Промышленная стойка 1U
Вмонтированный в стойку 19-дюймовый 1U сервер на основе микро-ATX с четырьмя приводами
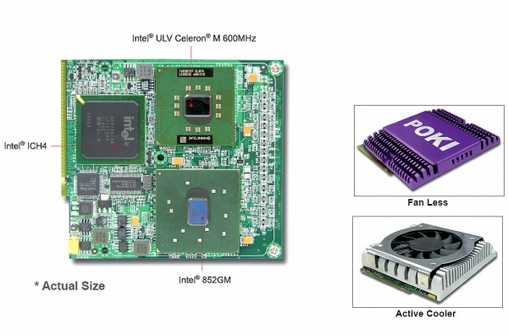
PCM Встроенная панель управления
Intel® ULV Celeron® M based PCM модуль с DDR SDRAM, экраном and USB
Prinzbach Hartmetall-Sonderwerkzeuge GmbH & Co KG
Рассверливание инструменты
Фрезерный инструмент
Буровой инструмент
Inside machining tools
Внутри-врезное-инструменты внутреннего протяжки фронт-Пирс инструменты
Prinzing GmbH
Beading and Flanging machine
The light, transportable machine with manual drive and manual infeed of the upper roller, adjustable, hardened stop plate and a roller mounting including 9 pairs of rollers
Edge Former
Machine for making flanges on specially cut tubes. These flanged tubes are used to manufacture T-pieces for flue pipes and ventilation pipes.
Metal working
With our sheet processing machines you can bead, flange, crease, fold, wrap or cut sheets, metal grids or other suitable materials
Round beading machine
The round beading machine is used to wrap and profile in one operation. It can have the following features:
AHWI Maschinenbau GmbH
Мульчер FM700Profi
Области применения: лесные работы, очистка местности, очистка земли, мульчирование кустов, ветвей, вырубка, стоящих или деревьев на земле, а также пней, очистка фруктовых садов, удаление, сельскохозяйственная подготовка, освоение земель, зачистка линий, восстановление земли. Описание .
Дробилка для пней
Область применения: ландшафтный дизайн, рассада деревьев, муниципальный, экономичный, эффективен для дробления любого вида пней.
Finn-Power Oy
Automatic bending machine
Automatic bending machine
Automatic feeder for presses
Automatic feeder for presses
Laser cutting machine for thin sheet metal
Laser cutting machine for thin sheet metal
Punching press
Punching press
PRIMA INDUSTRIE GmbH
2D LASER CUTTING
Today laser cutting is one of the most widespread material processing techniques, particularly for flat (2D) or bended and formed (3D) sheet metal. Compared to mechanical tools (shearing, punching, milling, etc.), the laser has many benefits: maximum application flexibility: any material can be virtually processed (all kinds of steel, aluminium and its alloys, titanium and many other metallic materials, but also the greatest part of plastic materials). no limit to the shapes which can be obtained: any path, also the most complex one and the most sharp corners, can be cut, since the laser tool is punctiform. superior accuracy and no part distorsion caused by heat and mechanical stress of the tool; no tool wear. Many thousands of 2D laser systems are at work all over the world. Higher production rhythms - and therefore higher cutting speed on all materials - and more and more efficient systems for loading/unloading/storing of raw and finished sheets are increasing requirements in this sector. These are associated to the problems of the collection and treatment of the fumes and dust produced during the process, and of the protection of the operator and the environment. In order to grant the widest application flexibility, the highest performances and safety standards, PRIMA INDUSTRIE 2D machines use CO2 lasers, mostly manufactured within the Group, and PRIMA ELECTRONICS numerical controls. Unique responsibility and total control of the technology are thus granted. Many machines are dedicated to intensive production within a totally automated industrial process, but the most typical user is the high quality job-shop, exploiting the performances and the flexibility of the laser tool for his daily achievement on the market.
Material Handeling
Thanks to their increasing performances and reliability, today laser machines are widely used also for intensive production. Efficient systems for the raw and finished parts handling are therefore becoming more and more important. For 2D applications PRIMA INDUSTRIE offers its complete line of automatic sheet metal handling systems: PrimaServer For 3D applications PRIMA INDUSTRIE offers some standard solutions: Turntables "Monofrontale" loading/unloading systems Whatever your needs, PRIMA INDUSTRIE can develop the most proper solution thanks to its wide and qualified experience in this sector.
Priess, Horstmann & Co.Maschinenbau GmbH & Co. KG
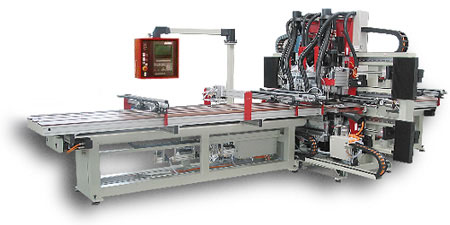
BAT-DL-CNC сверлильно-присадочные станки под петли
BAT-DL-CNC для сверления и монтажа петель, ригельный замок и и звукоизоляционная перегородка.
BAT-DTW-ЧПУ сверлильно-монтажный станок
Станок сверлильно-монтажный BAT-DTW-CNC для серийного производства каркасных деталей, таких как полки, боковые панели
BAT-II-CNC Сверлильно-монтажный станок
BAT-II-CNC сверлильный и сборочный станок для чашек петель и ручек в производстве мебели на заказ или серийными партиями.
BAT-RTW-CNC Сверлильно-монтажный станок
Сверлильно-монтажный станок БАТ-RTW-CNC сборочная машина с поворотным столом для деталей для высокоэффективного серийного производства дверей (входных и внутренних)
Preh GmbH
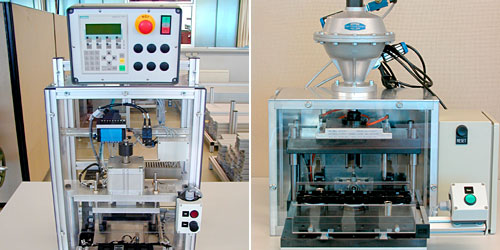
assembly fixtures
Automotive supplier industry Sample assembly fixtures
Preh Engineering product area
The Preh Engineering product area plans and produces equipment, special-purpose machines and complete assembly systems.
Precitrame Machines SA
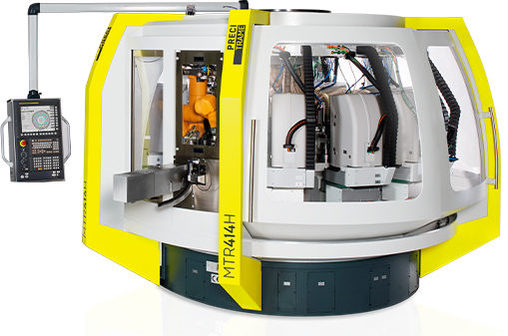
CNC rotary transfer machines
CNC-машина ротационной передачи MTR312 компании Precitrame кардинально изменит ваше мнение о производительности и стоимости. Система передачи деталей высокой точности Множественная обработка в одной зажимной операции До 31 одновременной оси и 40 инструментов Интерфейс Precitrame Machine Manager (PMM) Автоматизированная загрузка и разгрузка
Finishing machines
Машины Cyberpolish представляют собой новое решение, управляемое роботом, для предварительной обработки и финишной обработки деталей с простыми до очень сложных геометрий.
Precitec KG
Glue Applications
System of Inductive Sensors for the Distance Control during Glue Applications Due to deviations of the components to be connected there might be a problem to accurately position the adhesive bead in the automated glue application. If the glue is not applied to the desired position and with a irregular cross-section the result will be a significant impairment of quality.
Laser Welding
System for MSG laser hybrid welding System for GMA laser hybrid welding For welding steel and aluminum Integral protective window monitoring and Cross Jet Small interfering contour Laser welding head: YW50 Laser: Nd:YAG or Ytterbium fiber laser Welding power supply, wire feed system: company CLOOS Schweißtechnik GmbH Focal length collimator: 100 mm to 200 mm
Главная
About us
Ассоциации
Индустриальные новости
Новости ЕС/ ERBD
Свяжитесь с нами
Все права защищены 2009